
پیوند ها
تحلیل فرآیند فلوفرمینگ برای تولید لوله های جداره نازک از قطعه آهنگری شده آلومينيوم 7075 131 صفحه (فایل WORD قابل ویرایش)
مقدمه
فلوفرمینگ یا اسپینینگ سهغلتکه يکي از قديمي¬ترين فرآيندهاي توليد، براي قطعات متقارن و توخالي فلزي است که بسیار اقتصادي و ارزان مي¬باشد. بنا بر اسناد و مدارک تاريخي، اسپينينگ فلزات از روزگار مصريان باستان شناخته شده بود و براي ساخت بشقاب¬هاي نقره اي از آن استفاده مي¬شد. اما گفته مي¬شود که پايه¬هاي اصلي صنعت اسپينينگ فلزات در ابتداي قرن دهم ميلادي توسط چيني¬ها بنا نهاده¬شد. از آن زمان سال¬هاي زيادي گذشت تا اين فرآيند به جهان غرب آوردهشد. اين صنعت براي اولينبار در زمان سلطنت ادوارد سوم وارد انگلستان شد. پس از يک دوره¬ي پانصد ساله، در حدود سال 1840 ميلادي فردي به نام جردن اين صنعت را به آمريکا برد. [1]
با پيشرفت بسیار زیاد در طراحی موتور توربين گازي هواپيماها، نياز به فرآيندهاي تولیدی همچون اسپينينگ و ديگر فرآيندهاي مرتبط با آنها براي توليد قطعات مورد نياز بيش از پيش احساس¬شد و اين مسئله عامل موثر در پيشرفت و توسعه¬ي اين فرآيندها گردید. دقت ابعادي قطعات توليدي و اقتصادي-بودن اين فرآيندها دو عامل بسيار مهم در گسترش گرايش به استفاده از اين فرآيندها در صنايع مختلف به ويژه صنايع نظامی، هوا¬فضايي بوده است. متقابلاً به علت اهميت صنايع هوا¬فضايي و نيز صنايع تسليحاتي براي قدرت¬هاي جهاني گسترش و توسعه¬ي فرآيندهاي اسپينينگ روند رو به رشدی پيدا کرد، به گونه اي که امروزه توليد تسليحات پيشرفته و کليدي مانند موتور موشک¬ها بدون استفاده از فرآيندهاي اسپينينگ و فلوفرمینگ ممکن نمی¬باشد.
البته امروزه با حساس¬شدن نقش اقتصاد در معادلات قدرت، در جهان، استفاده از اين فرآيندها در ساير صنايع نيز رو به افزايش است، به عنوان مثال بسياري از قطعات خودروها مانند قطعاتي از کلاچ يا چرخ توسط اين فرآيندها توليد مي¬شوند. امروزه بيشتر تجهيزات و ماشين¬آلاتي که براي اين روش¬ها و براي توليد قطعات دقيق¬تر صنايع بکار برده¬مي¬شوند به امکانات کنترل¬کننده¬هاي عددي، با قابليت¬هاي برنامه-پذيري پيشرفته مجهز شده¬اند. يکي از مهمترين و حساس¬ترين نوع از اين نوع فرآيندها، فرآيند اسپينينگ لوله یا فلوفرمينگ مي¬باشد. با توجه به اهميت اين روش در بين انواع روش¬هاي ساخت و مزيت¬هاي مهم آن و نيز کاربردهاي حساس آن در صنايع نظامي و غيرنظامي، شناخت و توسعه¬ي اين فرآيند در کشور ما بايد مورد توجه قرار بگيرد. مطالعه در اين فرایند باعث خواهد ¬شد که توانايي طراحي مناسب در اين فرآيند بالا¬رود و در نتيجه از هزينه¬هاي اضافي توليد (مثل سعي¬و¬خطا براي تخمين شکل و ابعاد غلتک¬ها يا به¬كار¬بردن جنس نامناسب براي قطعاتي که فرآيند روي آن¬ها انجام مي¬گيرد و در نتيجه پارگي و شکست قطعات) به طور قابل ملاحظه¬اي کاسته¬شود.
مبلغ قابل پرداخت 15,000 تومان

با این راهنمای جامع، به دنیای نصب کابل برق قدم بگذارید، اصول و الزامات آن را بشناسید، با انواع کابل ها و ابزارهای مورد نیاز آشنا شوید، مراحل نصب را به صورت گام به گام فرا بگیرید و با نصب اصولی کابل برق در منزل یا محل کار خود، از ایمنی و آسایش بیشتری برخوردار شوید! برق، ... ...

برق، یکی از مهم ترین اختراعات بشر است که نقش حیاتی در زندگی روزمره ما دارد. با این حال، برق می تواند بسیار خطرناک باشد و در صورت عدم رعایت نکات ایمنی، می تواند منجر به برق گرفتگی، آتش سوزی و سایر حوادث ناگوار شود. در این راهنمای جامع، به بررسی کامل اصول ایمنی در برق، از ... ...
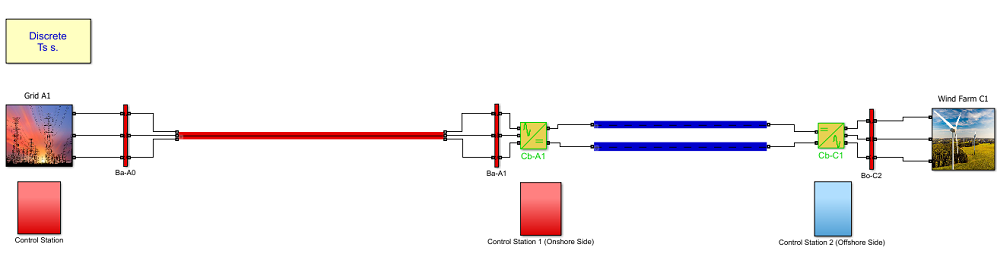
در این پروژه، یک واحد انرژی تجدید پذیر (توربین بادی) از طریق خطوط جریان مستقیم ولتاژ بالا (HVDC) به یک شبکه AC متصل شده است. بدیهی است که از دو مبدل (کانورتر) AC به DC جهت تبدیل پارامترهای الکتریکی استفاده شده است. سیستم های کنترل مبدل ها برای واحد تجدید پذیر و شبکه به ... ...
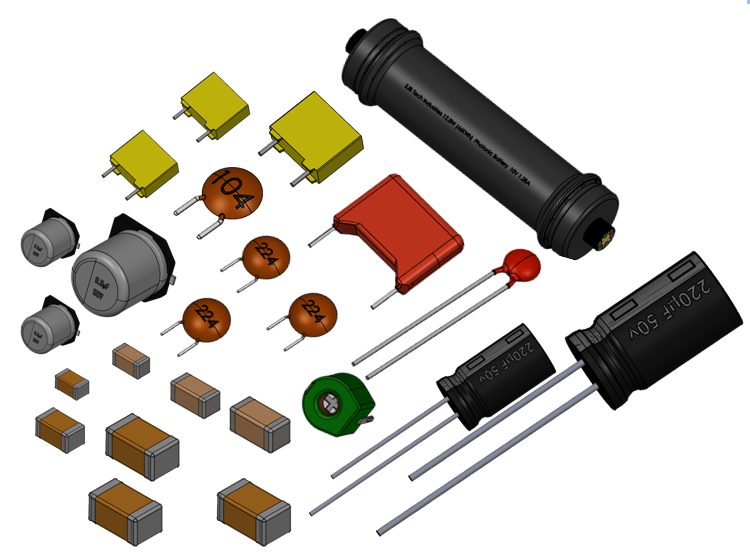
خازن ها، یکی از اجزای اساسی مدارهای الکتریکی و الکترونیکی هستند که وظیفه ذخیره سازی بار الکتریکی را بر عهده دارند. در این راهنمای جامع، به بررسی عمیق خازن ها، از جمله اصول عملکرد، انواع، کاربردها، محاسبات و انتخاب خازن مناسب، می پردازیم. با این راهنما می توانید: اصول ... ...
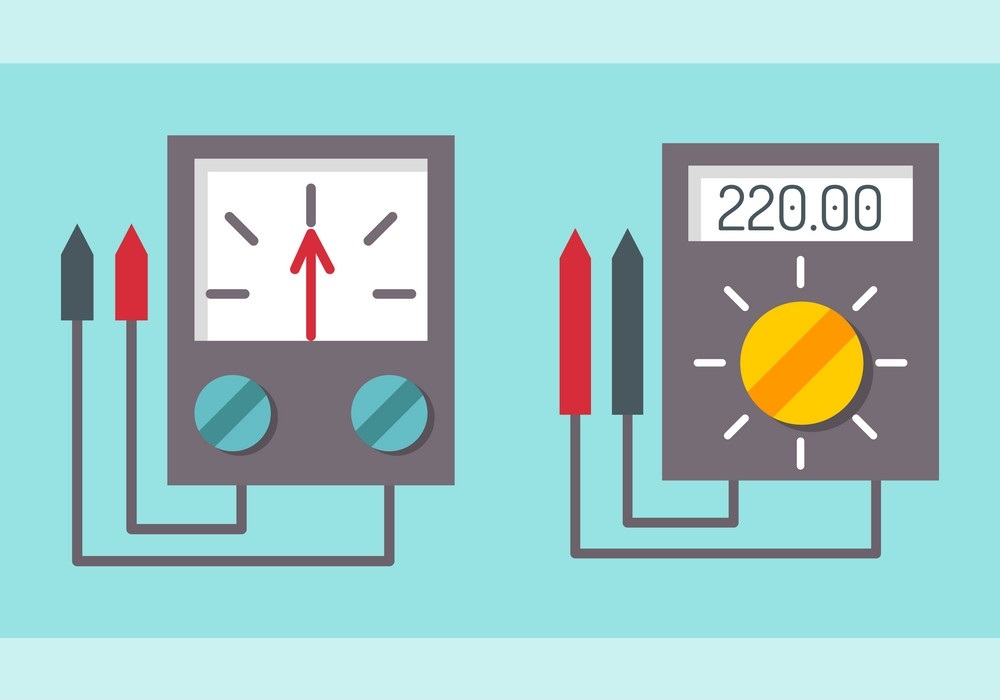
در دنیای برق و الکترونیک، آشنایی با واحدهای الکتریکی و نحوه تبدیل آنها بین یکدیگر از مهارت های ضروری است. این راهنمای جامع، به شما کمک می کند تا به طور کامل بر تبدیل واحدهای الکتریکی مسلط شوید. در این راهنما، به بررسی موارد زیر می پردازیم: معرفی واحدهای پایه و فرعی ... ...
این محصول در قالب یک سمینار کامل نوشته شده است که نیاز به هیچگونه ویرایشی ندارد. این فایل در ۷۸ صفحه و در فرمت word تنظیم شده است که شامل چکیده،فهرست مطالب که در ۶ فصل آورده شده و در نهایت مراجع و رفرنس ها می باشد. در این سمینار قصد داریم ابتدا اصول کارکرد سیستم ناوبری ... ...
این فایل در فرمت پاورپوینت تهیه شدا است. این کد براساس سه گام مهم نوشته شده است که مختصرا شرح داده می شود گام اول: ابتدا ورودی را به سیستم اعمال می کنیم و خروجی ها را ثبت می کنیم. اولین گام محاسبۀ کوواریانس و کراس کوواریانس از این ورودی و خروجی هاست. برای شناسایی سیستم ... ...
فیلتر پایینگذر (به انگلیسی: Low-pass filter) نوعی از فیلتر میباشد که سیگنالهایی با بسامدی کمتر از بسامدی مشخص را عبور میدهد لازم به توجه است که این فیلتر در بحث پردازش سیگنال و جریانهای متناوب اهمیت دارد و اثری بر جریانهای مستقیم ندارد. فیلتر بالاگذر (به انگلیسی: ... ...

عنوان پاورپوینت:دانلود پاورپوینت گیاه جینکو بیلوبافرمت: پاورپوینت قابل ویرایشتعداد اسلاید: 17پاورپوینت کامل و آماده ارائهفهرست مطالب:معرفی کوتاهی از گیاه جینکو بیلوباترکیبات شیمیایی اصلیاصلی ترین ترکیب تشکیل دهنده آنمکانیسم عمل جینکو بیلوبااشکال دارویی جینکو بیلوباکاربرد آن ... ...

جزوه عالی و کامل تایپ شده سیستم های کنترل پیشرفته (کنترل مدرن) آماده برای دانلود است. مشخصات جزوه دانشگاه: صنعتی خواجه نصیرالدین طوسی رشته: مهندسی برق، مهندسی مکانیک استاد: دکتر بیژن معاونی فایل های همراه جزوه: تمرین ها و جواب های کامل، کوئیزها، پروژه ها فرمت: PDF پی ... ...
این کتاب محصول جدید انتشارات wiley در سال 2016 است. برای اطلاعات بیشتر به اینجا مراجعه شود. فرمت: PDF تعداد صفحات:419 پیشنهاد ویژه: در صورتی که تمایل دارید کتاب فوق را با 80 درصد تخفیف به همراه یک هدیه ویژه خریداری نمایید به بخش خرید پکیج کتاب های الکترونیک قدرت ... ...
جزوه ی مدارهای الکتریکی 1 آماده برای دانلود است. دانشگاه: صنعتی امیرکبیر (پلی تکنیک ایران) استاد: دکتر کراری منبع درسی، آزمون ارشد، استخدامی فرمت: پی دی اف PDF، قابل استفاده در هر سیستم و دستگاه (موبایل، لپ تاپ و ...) تعداد صفحات: 120 کیفیت: بسیار عالی نوع: دست نویس ... ...


